
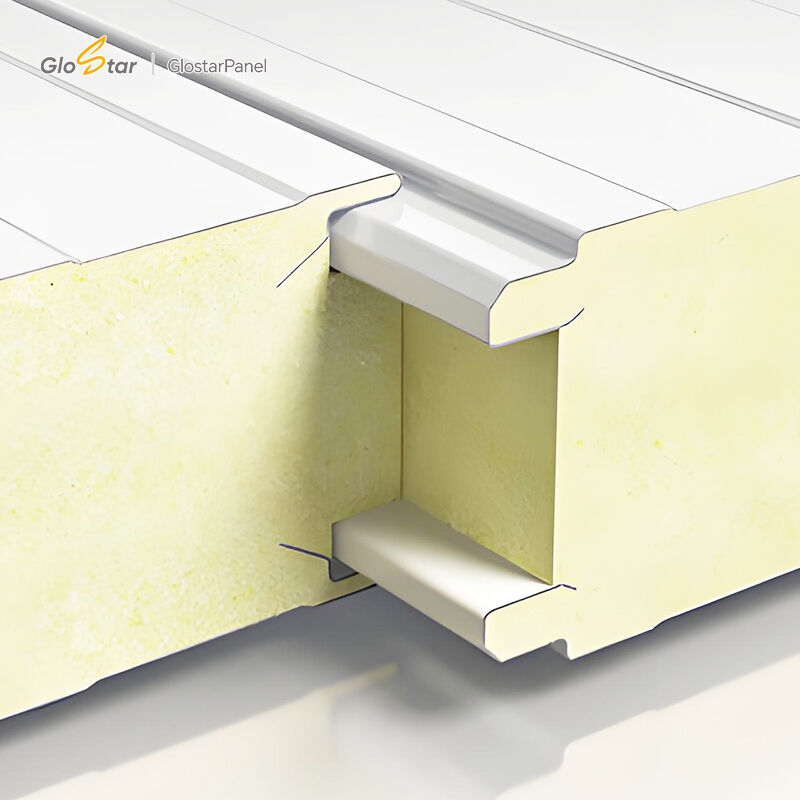
Fire Rated Coolroom Panels are essential for buildings prioritizing thermal management and fire safety. Shandong Glostar manufactures rugged panels that meet international building standards. Shandong Glostar combines innovative technologies with careful attention to detail to fire resistance and thermal control. We are also devoted to the advancement of this field. Our panels undergo extensive testing to meet the needs spanned in warehousing to logistics and cleanroom application systems. Client customization is also available. Our panels span fire-rated barriers in biosecurity for livestock and poultry, food processing, computer and/server, and near zero energy fully enclosed buildings. With the continuous and increasing global demand for fire-rated systems, we must remain the industry’s best and most effective answers for all of the world’s fire safety challenges.

26
Feb
27
Apr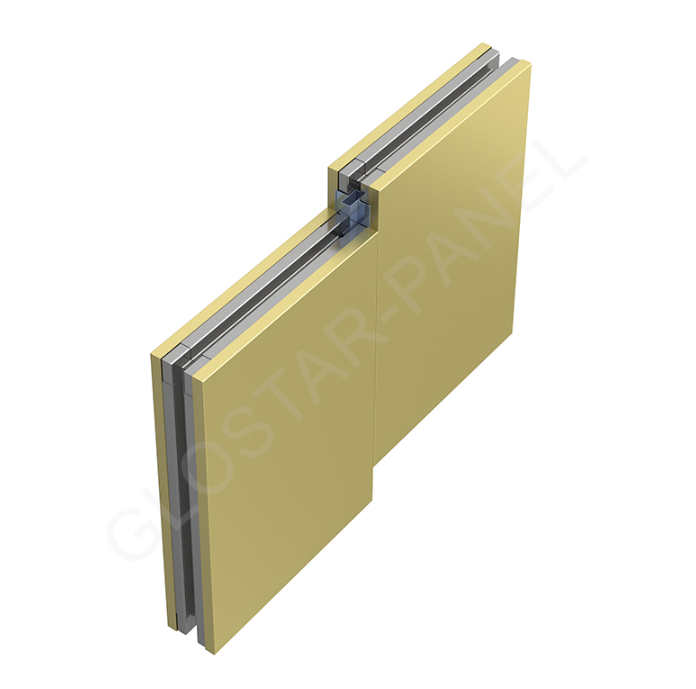
22
Apr
23
Apr

Copyright © 2026 by Shandong glostar Panel Building Systems Co., Ltd. - Privacy Policy
